

While the market acceptance of LED and OLED technology has been accelerating, both are facing continued pressure to improve light efficacy and to reduce cost. One of simplest ways to achieve this goal is to improve light extraction efficiency by more effectively coupling the trapped light out of the device.
The Need for Improved Light Extraction
Light trapped inside a solid state lighting device leads to a number of undesirable results. The first of these is related to the wasted energy that occurs when the light is trapped, which significantly lowers the efficacy of the device. Second, the trapped light becomes heat, which must be removed to prevent premature device aging, requiring bulkier and more expensive thermal management. Third, the device may have to be run at a higher current mode, which is less efficient as the device consumes more energy but produces the same amount of light output. Improved light extraction gives HB LED makers and luminaire designers the freedom to make lighting systems that are brighter, more efficient, longer lived, more compact, and cheaper.
Although LED’s have entered mainstream market and applications continue to expand at an accelerating rate, there is still plenty of room to further improve the light extraction efficacy. The active region of an LED has a refractive index of 2.6 while the silicone encapsulant has a refractive index – 1.5. The mismatch in indices is one of the main sources of photon loss in the LED structure, which creates extra reflection at the chip-silicone interface and limits the acceptance angle due to total internal reflection. Another area where index mismatch causes a problem is in phosphor-containing layers. Phosphors are typically larger (>1 micron) particles that have a significantly higher refractive index as compared with the silicone encapsulants in which they are dispersed. Because of this refractive index mismatch, light cannot be effectively coupled into and out of the phosphors and the phosphors will cause significant scattering. An improved light extraction scheme can further boost the efficacy and lower the cost, taking the LED lighting to the next level of performance and wider market acceptance.
OLED lighting is still at least several years away from mainstream adoption. The active layer of an OLED has a refractive index of – 1.9 and the mismatch in indices with the surrounding layers creates several competing modes of photon loss, which results in nearly 70% of the light being lost. OLED light extraction can be dramatically improved by various light extraction schemes that include a high refractive index internal light extraction layer. A cost effective light extraction solution can help enable an efficient OLED solution for many applications that are otherwise not practical, and accelerate the market adoption of OLED as a lighting option.
Light Extraction Requirements
Almost all light extraction solutions, both for LED and OLED, involve a high refractive index layer. The light extraction materials need to simultaneously possess very high refractive index and high optical transparency. In addition to the superior optical properties required, the advanced light extraction materials need to maintain transparency and excellent light stability under elevated operation temperature and photon flux. They also have to have a long shelf life and be easy to incorporate into existing manufacturing processes. The ability to provide a cost-effective, drop-in solution to the existing manufacturing process cannot be over emphasized. Otherwise they become an irrelevant option to lighting manufacturers because the added risk, cost, or process complexity can easily surpass the benefits they promise.
Typically the light extracting layers are made with polymeric materials, in large, because they can be readily incorporated into the manufacturing process. Finding this combination of attributes necessary for high efficiency light extraction in a pure polymer system has proven difficult. Common polymer materials that meet the processability and stability requirements do not provide refractive index higher than 1.5, which is significantly lower than the ideal requirements for many index matching applications.
Many inorganic materials possess very high refractive index and light optical transparency, for example, bulk zirconia has a refractive index of 2.2 and is completely transparent in the entire visible range. The inorganic materials, however, require a high temperature process to form thin films and these films are usually brittle and rigid. As a result it is difficult to integrate them into an LED or OLED structure.
The solution lies in combining the advantages of polymer systems and inorganic materials. The past attempts to combine micron sized or nanometer sized inorganic fillers with polymer materials resulted in poorly dispersed composites with an opaque or cloudy appearance, eliminating any potential gains achieved with index matching. Only when the inorganic additives are well dispersed can manufacturers mix them with various polymer systems, and ultimately achieve highly transparent index matching extraction layers.
The Current Shortcomings of Nanomaterials
When looking for ways to enhance light extraction, LED and OLED manufacturers have often been disappointed with nanomaterial solutions. As described in the previous section, in the past, inorganic nanocrystals were often poorly dispersed and highly agglomerated; resulting in a cloudy appearance, which then translates into poor optical performance when incorporated into a polymer. Additionally, many nanoadditives have shelf lives measured in days versus months. These materials also have very high viscosities at high loadings that inhibit processibility, making them unusable in standard manufacturing processes. In addition, the stability of these nanocrystals under elevated temperature and high photon flux, typical in the actual working conditions in LED and OLED devices, can be even worse. The stringent requirements for LED and OLED packaging have made it difficult to find materials that can be easily incorporated into end-products.
Historically, few nanocomposite materials have shown they can achieve a high enough index to extract significantly more light or reduce the amount of heat produced and energy wasted. Again, the difficulty lies in the poor dispersion quality that makes it impossible to incorporate sufficient nanocrystal loading in a polymer material to achieve the desired refractive index without either losing the transparency or significantly increasing the viscosity of the material.
As a result of these challenges, to date the role of nanomaterials in LED and OLED technology and applications has been limited. Currently, the most commonly used nanomaterial in the industry is silica nanocrystals, which are used to make devices more durable and scratch resistant. However, in these applications, transparency is much easier to achieve because silica nanocrystals have a refractive index that is close to the polymer system, so agglomeration is less noticeable than with a high refractive index nanocrystal.
Advancements in Nanotechnology Create Solutions for LEDs and OLEDs
The nanomaterials market is rapidly gaining momentum in almost every major industry across the globe. The emergence and implications of nanotechnology for improvements in computer technology, telecommunications, energy, the environment, and human health is being dubbed a “second industrial revolution” by the National Research Center.
Currently, many nanotech companies are working vigorously to turn innovative breakthroughs into successful commercial products. Given the challenges faced by the LED and OLED industry, some nanotech companies are focusing on the issues at hand and are developing solutions that will address the current challenges and help take solid state lighting to the next level.
Today, there are nanomaterials available, such as PixClear™, that are created with unique synthesis and surface modification technologies, rendering them dispersible in a wide variety of solvents, monomers, and polymers. The sub-10 nm particle size, narrow size distribution, and superior dispersibility make the light scattering negligible. This enables formulations with nanocrystal loading in excess of 90 wt% with no loss of transparency, which can achieve a refractive index as high as 1.85, and which has a minimal impact on viscosity/processability. The high available index range translates into greater flexibility to index match dissimilar materials, and compatibility with modern high-speed polymer film forming techniques.
To best demonstrate the quality of the PixClear™, figure 1 shows the refractive index of nanocrystal loaded into acrylic polymer films. Figure 2 compares the traditional clouded nanocrystals dispersion in a solvent and a PixClear™ dispersion with the same loading. The TEM images in figure 3 illustrate the small size and tight size distribution of the nanocrystals.
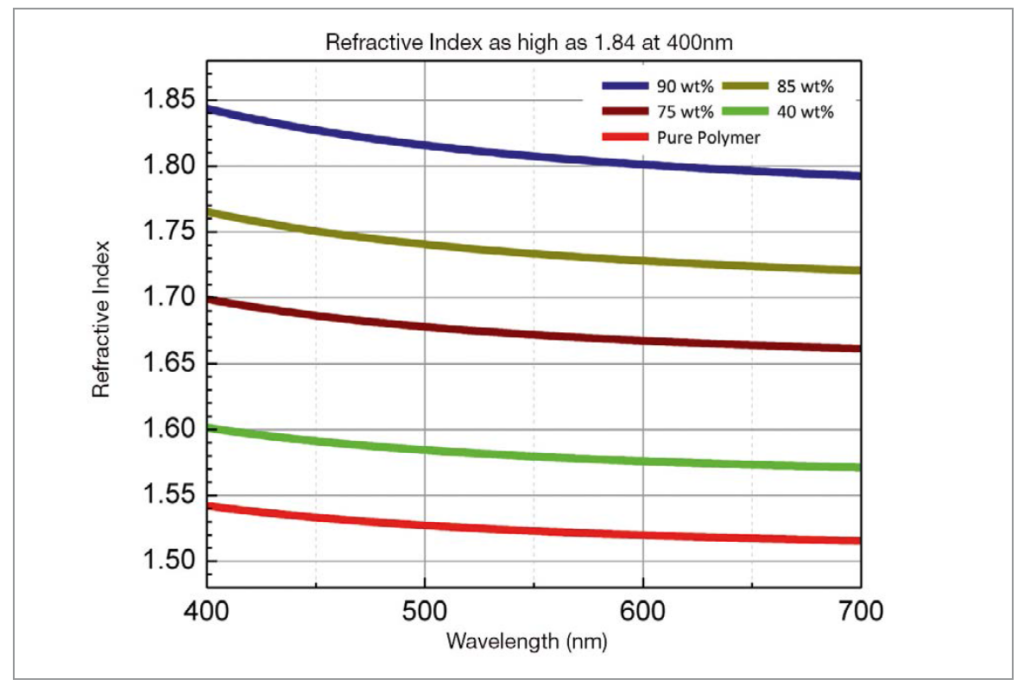
Figure 1: Refractive index increases with nanocrystal loading while the transparency remains high and light scattering remains low. For all films the k values were <10-3 and haze was <0.5
The superior dispersibility of these nanomaterials also enables them to be mixed directly into a monomer without a solvent. A solvent free formulation is often desirable in a number of manufacturing processes, by offering process simplicity as well as health and environmental benefits. As an example, Figure 4 illustrates the change of viscosity with capped nanocrystal loading in a solvent-free acrylic monomer system. Even with up to 80 wt% loading, the material has a viscosity of ~ 200 cPs at room temperature, well within the range required for most high volume manufacturing processes.

Figure 2: Standard dispersed vs. PixClear™ dispersed nanocrystals
The new product family is also highly stable, with a shelf life of more than 3 months and the surface chemistry can be specifically tailored to achieve refractive index tuning of commonly used polymer systems including acrylates, siloxanes, and silicones.
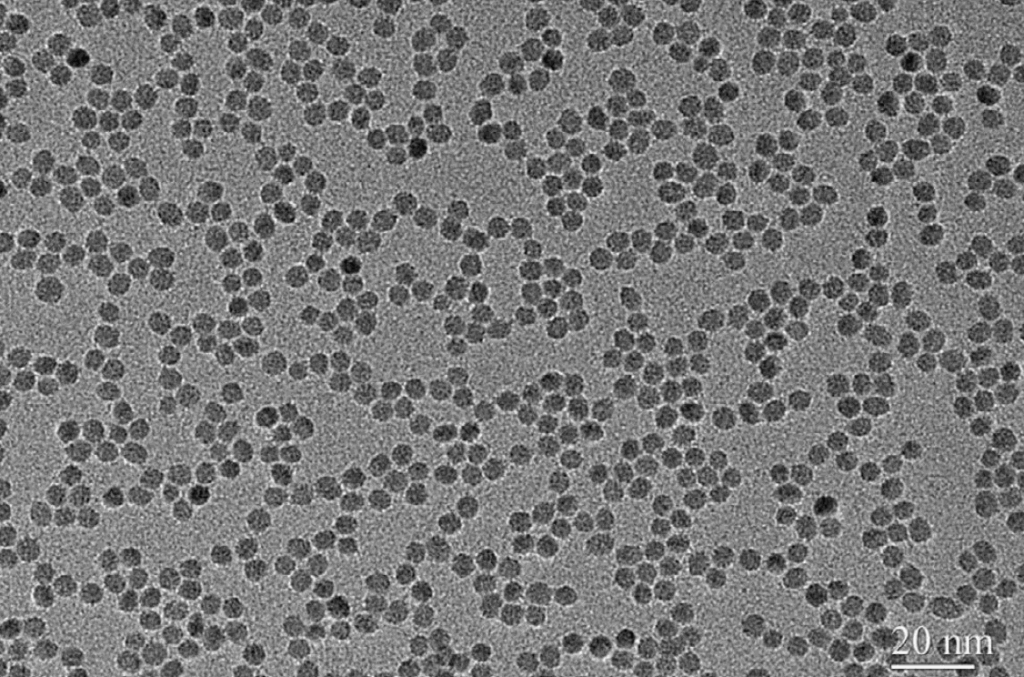
Figure 3: A typical TEM image of PixClear™ shows spherical nanocrystals with 5 nm size and narrow size distribution
Unlike many other nanocrystals and nanocomposites that only exist in lab scale quantities, PixClear™ product family is available in commercial quantities. Breakthrough nanomaterials are making the promise of nano-enabled applications a reality.
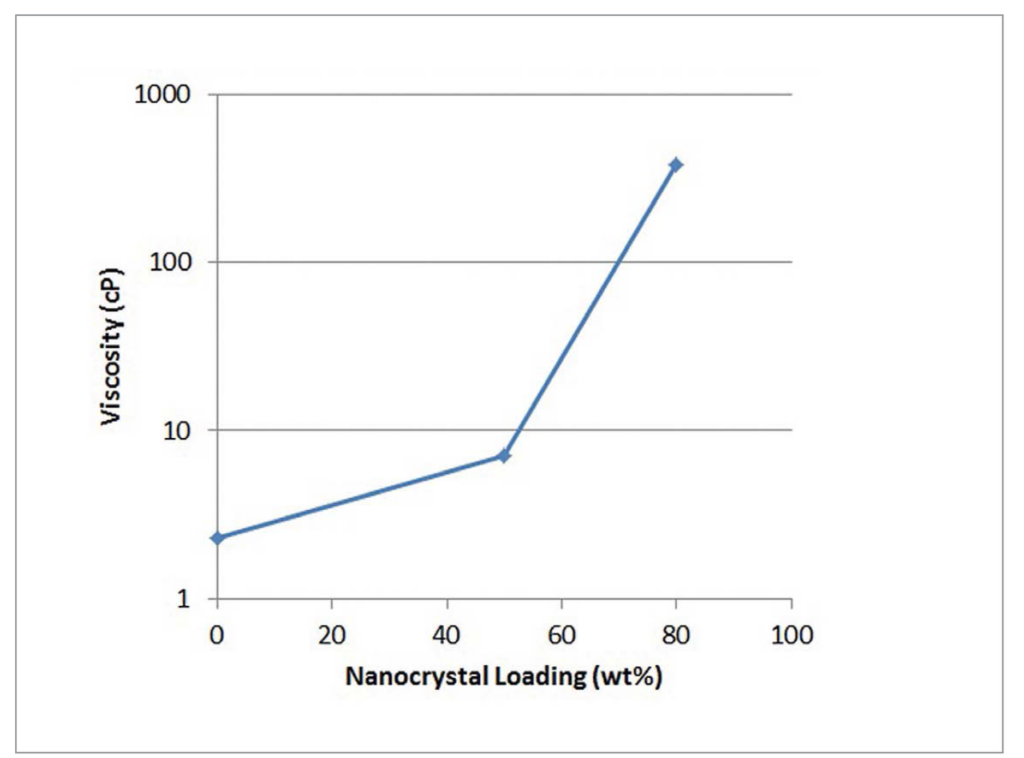
Figure 4: Viscosity increases with nanocrystal loading in an acrylic monomer
Finding the Best Nanomaterial Supplier
Finding the right technology is a major component to improving solid state lighting. When choosing a nanomaterial supplier, one of the most important factors to consider is the quality of the dispersion technology. It is possible to achieve high-quality dispersion through a nanocrystal synthesis, where the size and shape of the nanocrystal can be tightly controlled, and the surface of the nanocrystals can be modified with proprietary capping techniques. When dispersions are optically clear, which indicates the nanocrystals are small and agglomeration free, precise control can be delivered over the target applications’ optical, chemical, and mechanical properties, and ultimately deliver unparalleled light extraction, transparency, and scratch resistance.
In addition, a capping technology that allows the control of the surface chemistry of the nanocrystal is also the key to the wide adoption. The ability to chemically bond materials to the nanocrystal surface that are compatible with the target polymer system affects the loading, dispersion, manufacturability, and versatility of the nanocomposites.
Fortunately, the surface engineering of nanomaterials has advanced significantly in recent years. Most of the challenges mentioned above have been addressed. Today, high quality nanoadditives that are easy to work with that solve the common challenges of incorporating materials into LED and OLED applications are becoming more readily available. The implications of nanotechnology for improvements in solid state lighting are game-changing.
A more pressing challenge for the nanotechnology industry is in scaling-up production quantities. Some nanomaterials sacrifice quality during the high volume manufacturing process, resulting in materials that are “nano” in name only and do not offer the ability to make designer materials with controllable properties. In addition, many nanocrystal manufacturing technologies, although they can produce exceptional quality in the lab scale, cannot be scaled up to commercial quantities, due to prohibitive costs or daunting technology challenges. With this in mind, it is crucial to select a nanomaterial manufacturer that has demonstrated success in moving from the research and development phase into the commercialization phase. The process must be inherently scalable and the company must be able to produce commercial quantities of nanocrystal additives and nanocomposites at a reasonable price and consistent quality. Lighting manufacturers must assess whether the quality is maintained as the quantity of materials produced is scaled up to commercial levels.
The Future is Bright
There are materials available today in commercial quantities that can address some of the challenges described above. These materials simultaneously possess high-refractive index, high optical transparency, and high dispersibiIity into a large variety of polymer systems. Additionally, they can be easily integrated into existing manufacturing processes and have longer shelf lives. Clearly, the future is bright for those LED and OLED manufacturers who can successfully integrate this new breed of nanomaterial into their products and drive the continuous innovation that is being demanded by the lighting industry.
Read the original article here: https://www.led-professional.com/resources-1/articles/high-index-nanocrystals-key-to-next-generation-advancements-in-lighting-by-pixelligent-technologies-llc